大和合金製作所 HOME
>
一貫生産システム
一貫生産システム
(株)大和合金製作所の技術力でお応えする一貫生産システム
アルミ鋳物からアルマイトまで、
アルミのことなら大和合金にお任せください!
高品質の製品を作り続ける大和合金では、お取引先の信頼に応える「一貫生産システム」を採用。
フレキシブルな現場環境を整えており、どのプロセスからのご発注でも可能です。
箱の手配を含めた梱包作業から、エンドユーザーへの配送まで、幅広いニーズに対応します。
技術者一人ひとりがモノづくりへのこだわりを持ち、責任を持って確かな仕上がりを提供。
創業65年の歴史が実証するように、協力会社との連携も非常に強固であり、
弊社設備で対応しかねるニーズにも、あらゆる手段を講じてお応えできると確信しています。
木型製作
お客様からお預かりした図面、データをもとに、3D CAD/CAMシステムで高精度なNCデータを作成し、木型製作を行います。社内で行うため迅速な対応が可能で、納期を短縮できます。また、型の修正などのアフターケア及びメンテナンスも即時対応可能です。 Vプロセスなどに使用する大型の木型は、技術力の高い外注協力業者が常時控えており、20年を超える取引実績が互いの協力関係を証明しています。
3D CAD/CAMシステム
モデリングマシーン
▲このページのTOPへ
組成分析・試験
鋳造品に関する強度及びお客様指定材料使用など、即時証明が難しい案件に対応するべく、組成分析器・引張り試験機を導入。発光分析器を使用することで鋳造ロットの組成分析を行うなど、徹底した品質管理でご要望にお応えします。
発光分析器
引張試験機
▲このページのTOPへ
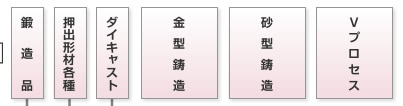
JIS規格合金の中でSi(ケイ素)系、Mg(マグネシウム)等の
アルミニウム合金を主に取り扱っています。
アルミは別の物質を混ぜ合わせることで多種多様の性質や性能を備えることができ、
用途により様々なアルミニウム合金をお選び頂けます。
アルミニウム合金の材質記号においては、その製法により展伸材は『A****#』、
ダイカスト品は『ADC**』等で表されます。
弊社業務では鋳造が主であり、下記に鋳造用の材質記号におけるデータを添付しておきます。
アルミニウム合金鋳物の材質と特色→
(PDF)
アルミニウム合金鋳物材料の化学成分→
(PDF)
アルミニウム合金別用途指針と用途別適合材一覧表→
▲このページのTOPへ
小さなものから最大5mの鋳造品が製作可能です。
少量多品種を得意とする鋳造設備で、製品サイズロットに応じた鋳造機を選定し、
様々な製品を生み出します。
鋳造形態
硅砂にベントナイト(粘土分)と水を加え
混練した砂を使用し、
砂を圧縮し固めて造型する鋳造法。
砂型鋳造
砂型鋳造
木型製作
1. 伸び(伸尺)
鋳型に鋳込まれる溶湯は、固体に変わる少し前からその容積を減じ、
固体になっても冷却するに従って収縮する。
この縮み分を見込んで模型(木型)を製作しないと製品は指定の寸法より小さいものになる。
そこで、この縮み分(縮みしろ)を余分に目盛った物差しを用いて模型を制作する。
材質が異なると、収縮の程度が異なるため、伸尺も使い分ける。
*砂型鋳物
AC3A, AC4C → 約10/1000
AC7A → 約12/1000
*金型鋳物
AC3A, AC4C → 約5/1000
2. 抜け勾配
模型(木型)又は鋳物を抜けやすくする為に、勾配をつける。
勾配は模型の形状にも異なるが、通常1.5°~5°程度をつける。
3. 中子
鋳物の中空部を作るために主型とは別に1つの鋳型を作り、これを鋳型の中空部に 鋳込む。
この鋳型を中子と言う。
4.中子成型方法
●CO
2
モールド法:
硅砂と珪酸ソーダ(水ガラス)を混練し、
木型に入れ炭酸ガスを吹き込み硬化させて成型する方法
●
シェルモールド法:
金型(鉄型)を熱し、レジン(硬化剤)を含んだ砂を金型内に
吹き込み熱反応により硬化させて成型する方法
アルミニウム合金鋳物
*材質
AC3A = Al - Si 系
(Si = 10,0 ~ 13,0%含有)
AC4C = Al - Si -Mg 系
(Si = 6,0 ~ 7,5%含有)
AC7A = Al - Mg 系
(Mg = 3,5 ~ 5,5%含有)
鋳物部面を含む分割面(木型面)と背面を
プラスチックフィルムで砂を覆って密閉し、
砂流を詰めた鋳型内の空気を吸引して減圧状態とする造型法。
Vプロセス鋳造
1.
中空の定盤(吸引ボックス)上に模型を取付ける。
(模型には、無数の小孔があけられている。)
2.
プラスチックフィルムをヒーターで加熱し軟化させる。
3.
軟化したフィルムを模型面に吸着させる。
4.
吸引管を備えた金枠をかぶせ、砂を入れ振動をかけて砂を充填する。
5.
金枠上面をフィルムで覆い、枠内を吸引減圧して鋳型を硬化させ成型する。
▲このページのTOPへ
ボール盤・旋盤・フライス・ベンダーマシン・MC機・鋸盤・溶接機などにより、
穴加工・削り出し・曲げ加工・切断・接合などの形状を加工する工程において、
社内では加工品課にてMC機を中心にあらゆる加工を実践しています。
MC旋盤や特殊なMC加工及び大量受注品などは当社協力工場(常時7社)が迅速に対応しています。
▲このページのTOPへ
下地加工には4種類あり、ここではそれぞれの特長を紹介します。
●研磨加工…バフを使用して磨きをかける工程で、主体となるのは鏡面に磨く方法です。
●塗装下地…塗装を行う為の前仕上に当たる工程で、ペーパー仕上またはバフ研磨にて行います。
●ショットブラスト…梨地加工とも言い、表面に小さな鉄の玉などを吹き当てザラザラにする加工です。
●ホーニング…ガラスビーズなどを表面に当てることで均一な下地をつける加工です。
▲このページのTOPへ
表面処理には3種類あり、ここではそれぞれの特長を紹介します
●アルマイト処理(陽極酸化処理)…アルミをある一定の条件下で電気分解をした時の
酸化現象の一つです。ハニカム状の皮膜が形成されることにより、アルミの耐食性、耐摩耗性、
装飾性を高めます。メッキとは根本的に異なる処理であり、大和合金の花形工程です。
●塗装…ウレタン・フッ素・アクリル等の有機溶剤を吹き付けて着色を行う加工です。
●セラミック塗装…セラミック含有の塗料を吹き付け、800度を超える高温で焼付けることで、
ホーローに近い皮膜性能を実現します。
●洗浄には各種洗浄剤を用いて油汚れ等を落とします。
▲このページのTOPへ
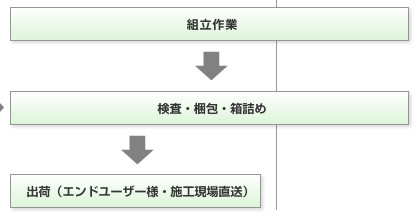
各工程の完了した製品をお客様のニーズ通りの状態に組み立てます。
仕上げた後は、ハイトゲージ・ノギス・マイクロメータ・ねじゲージ・Rゲージ等を駆使して
お客様の要求品質に満足しているかを検査。
梱包に関しても、お客様の理想を適える納入を心掛けています。
袋・箱・梱包材・レッテル等の手配も常時行いますので、直接エンドユーザー様へのお届けも可能です。
▲このページのTOPへ